德国原装进口螺柱焊机代理 上海悦仕焊接技术有限公司
专注德国HBS Soyer(索亚)螺柱焊机销售与售后维修服务

| 技术资料下载 | |
| C66螺柱焊机 | |
| C130螺柱焊机 | |
| C08螺柱焊枪 | |
| CI03螺柱焊枪 | |
· 适合在厚度为0.5 - 3 mm的金属板材上进行焊接
由于储能式螺柱焊的焊接熔池较浅,对板材的变形影响较小,在较薄的板材上焊接螺柱后,背面不易或几乎看不到任何印痕,故推荐在金属薄板上焊接。
· 适用于暖通管道等保温棉的固定(需配备CI 03保温钉焊枪)
这是一项在暖通管道保温技术的重要突破,相比原始的保温棉铺设技术有了非常大的改进详情点击以下链接。
· 轻巧便携 – 体积小,重量轻的螺柱焊机,移动性佳,适合便携作业;
 |
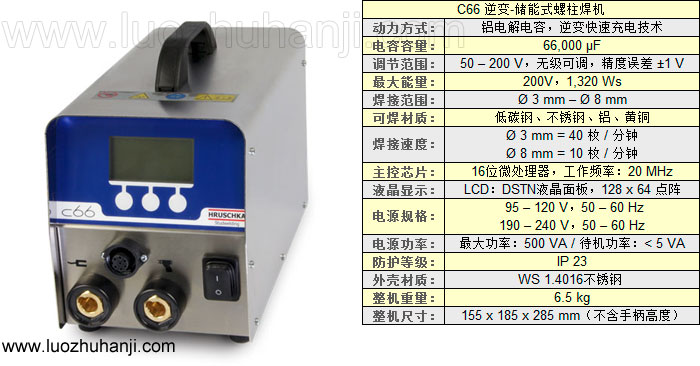
如此小巧且能经得住长期使用的工业级储能式螺柱焊机,整机重量仅 6.5kg! (请不要拿实验室玩具跟我比,因为我是工业级!) |
· 液晶显示 – 采用DSTN液晶面板,分辨率128 x 64,阳光下依然清晰可见 ;
|
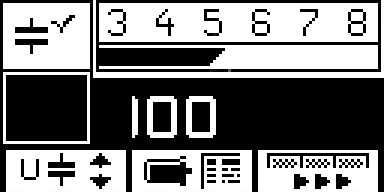
C66 开机界面显示 |
· 操作简易 – 图形化界面,逻辑结构清晰简单,易于上手;三个多功能实体按键控制,常规操作无需外语基础;
|
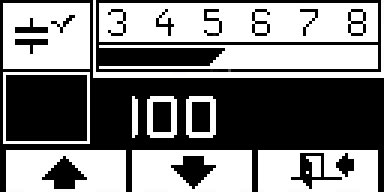
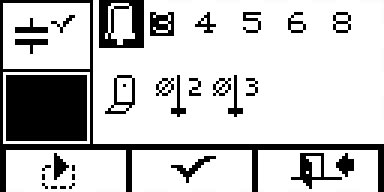
设备运行中的主显示界面,非常清晰直观地将日常信息显示出来,按下显示屏下方对应的三个按键可分别调出功能菜单进行参数设置。 |
||
 |
 |
 |
|
点击第一个按钮进入参数微调模式,根据图形按动上下箭头可微调充电电压值,按下第三个按钮确认退出
|
点击第二个按钮进入参数选择界面,根据不同的焊钉形状和规格,选择合适的参数,按下第三个按钮确认退出
|
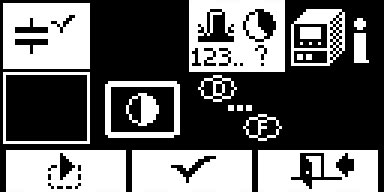
点击第三个按钮进入功能菜单,可进行焊接统计,信息查询,显示屏亮度调整,语言切换等设置(一般情况下,用户无需进行调整)
|
· 充电精准 – 重复充电电压精准控制,精度误差小于±1 V;
得益于高效运行的微处理器芯片,系统每秒钟检测充电电压值超过50次,严格确保每次充电电压值高度一致。
· 快速充电技术 – 采用逆变快速充电技术,充电效率更高,损耗更少;
C66采用了与HBS的CDi系列储能式螺柱焊机相同的逆变快速充电技术,这项技术带来多重好处:
1. 充电效率更高,能源损耗更少。
2. 设备重量更轻,设备内部模块化设计,取消了原来笨重的变压器设计,使设备自重大幅减轻,便携性大大提高。
· 智能微处理器 – 高时序(20 MHz运行频率)芯片精准控制,实时监测设备运行状况,保证焊接质量稳定可靠;
运行频率高达20 MHz,这意味着系统每秒循环运行程序高达50次以上,时刻监督设备的运行状况。
智能微处理器的另一个优势:关机自动记忆参数,不必每次开机时重新调整参数。
· 电压自适应 – 内置全自动电压选择器,设备可在95 – 120 V / 190 – 240 V 两种不同的电压范围内正常工作;
系统自动识别不同国家的电压规范(110 V / 220 V),无需配备电压转换装置。
具有较强的抗电压波动能力(波动幅度± 10 %)
· 内部智能温控系统 – 内置温度传感器,当设备内部温度上升至一定程度时,自动打开风扇加强散热,超过温度限制后强制停机冷却;
· 不锈钢机壳 – 机壳采用导热性更好的1.4016不锈钢材质,并且不会生锈;
鲁仕卡螺柱焊机采用不锈钢外壳,不仅美观,而且增强散热,耐腐蚀,不生锈等多重优势。
设备内部结构独特,形成一条独特的U型散热风道,使内部所有元器件均得到散热效果。
· 能效比高 – 焊接同种规格的焊钉时,充电电压降低20 % – 40 %,焊接飞溅物大幅减少;
在焊接同种规格的焊钉时,鲁仕卡螺柱焊机的所需的电压值要明显低于同种规格的其他螺柱焊机,以HBS的CDi1502为例,两款设备的充电电压值比较:
| CDi 1502(HBS) | C66(鲁仕卡) | 减少能耗百分比 | |
| M 3 | 80 V |
50 V |
37.5 % |
| M 4 | 100 V | 65 V | 35 % |
| M 5 | 130 V | 95 V | 27 % |
| M 6 | 170 V | 115 V | 32.3 % |
| M 8 | 220 V | 185 V | 16 % |
德国原装进口品牌鲁仕卡螺柱焊机进行焊接强度测试。
我们选用M6不锈钢螺柱5枚,在1.5mm厚度的不锈钢板上进行焊接,焊接完成后立即进行破坏性测试。
螺柱焊接测试结果:
4枚螺柱拉穿底板,1枚螺柱腰部断裂,无掉钉,全部合格。
普通国产螺柱焊机要想在镀锌板上获得很好的焊接强度,必须打磨掉镀锌层,这样做费时费力,还会破坏外观效果。
使用鲁仕卡螺柱焊机,无需打磨镀锌层,不影响焊接强度,不破坏外观效果。
我们选用M6低碳钢螺柱8枚,在1mm厚度的镀锌板上进行焊接,焊接完成后立即进行破坏性测试。
螺柱焊接测试结果:
8枚螺柱全部拉穿底板,无掉钉,全部合格。
普通国产螺柱焊机无法在铝板上获得很好的焊接强度,掉钉率普遍在50%以上。
使用鲁仕卡螺柱焊机,铝钉焊接强度非常高,100%不掉钉。
我们选用M6铝螺柱6枚,在2mm厚度的铝板上进行焊接,焊接完成后立即进行破坏性测试。
螺柱焊接测试结果:
6枚螺柱全部拉穿底板,无掉钉,全部合格。
普通国产螺柱焊机焊接黄铜螺柱时无法获得很好的焊接强度,掉钉率普遍在50%以上。
使用鲁仕卡螺柱焊机,黄铜螺柱的焊接强度非常高,100%不掉钉。
我们选用M6黄铜螺柱5枚,在一块厚度10mm以上的紫铜管上进行焊接,这么厚的底板是无法拉穿的,所以要证明其焊接强度高,唯有将螺柱折断。
螺柱焊接测试结果:
螺柱全部折断,无掉钉,全部合格。

沪ICP备09015003号-15 CopyRight © 2008-2022 上海悦仕焊接技术有限公司 版权所有  沪公网安备 31011502003705号
沪公网安备 31011502003705号