不少朋友对储能式螺柱焊存在一种比较片面的认识:
“储能式螺柱焊的焊接强度没有拉弧式螺柱焊接强度高,所以储能式焊接不牢。”
产生这种认识的原因可能有两种:
第一种,是对焊接强度的不全面理解(少数);
第二种,是因为使用过焊接质量不稳定的螺柱焊机,并且频繁遇到掉钉问题,从而对储能式螺柱焊技术产生了不信任感(大多数)。
下面我们通过一组实际焊接效果图告诉您,在薄板焊接时:
1. 储能式螺柱焊的焊接效果完全满足要求;
2. 储能式螺柱焊的焊接效果要优于拉弧式螺柱焊。
板材规格:厚度为2mm的304不锈钢板
螺柱规格:M8 不锈钢螺柱
储能式螺柱焊:对板材厚度的最低要求为螺柱直径的1/10
拉弧式短周期螺柱焊:对板材厚度的最低要求为螺柱直径的1/8
本次实验的板材厚度均已满足基本要求。
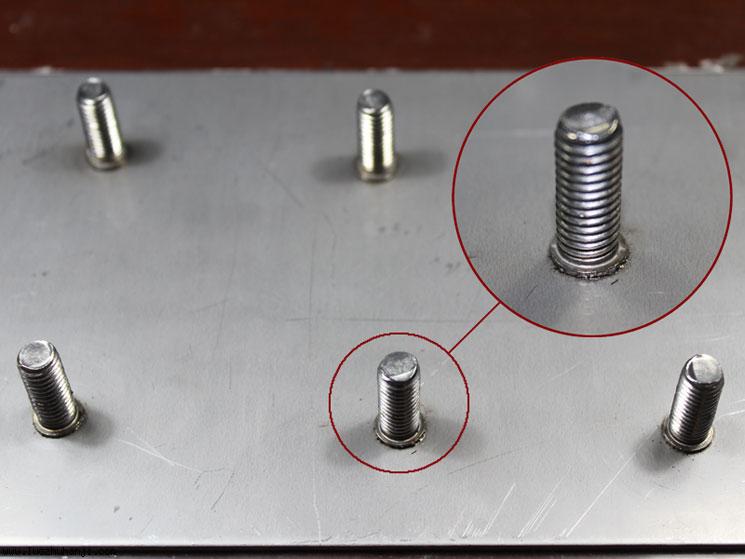
一、储能式螺柱焊
正面效果,焊接处周围板材表面无明显破坏痕迹;
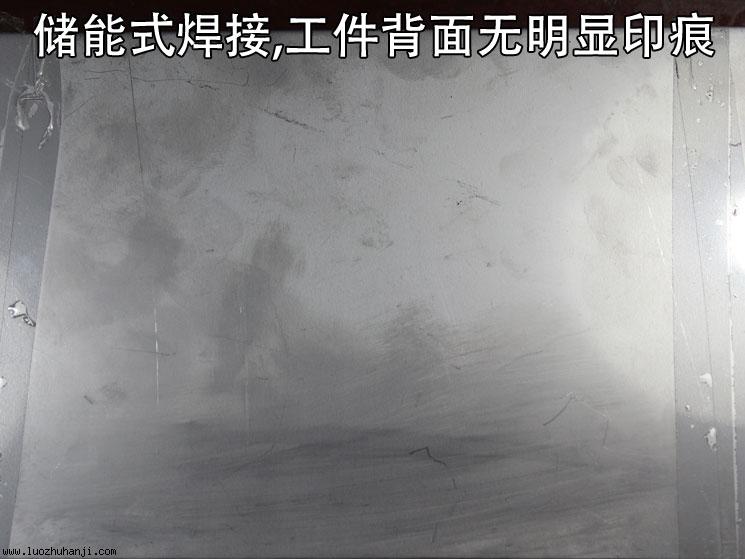
板材背面,无明显印痕。
二、拉弧式短周期螺柱焊
正面效果,焊接处周围发黑,无法擦除;
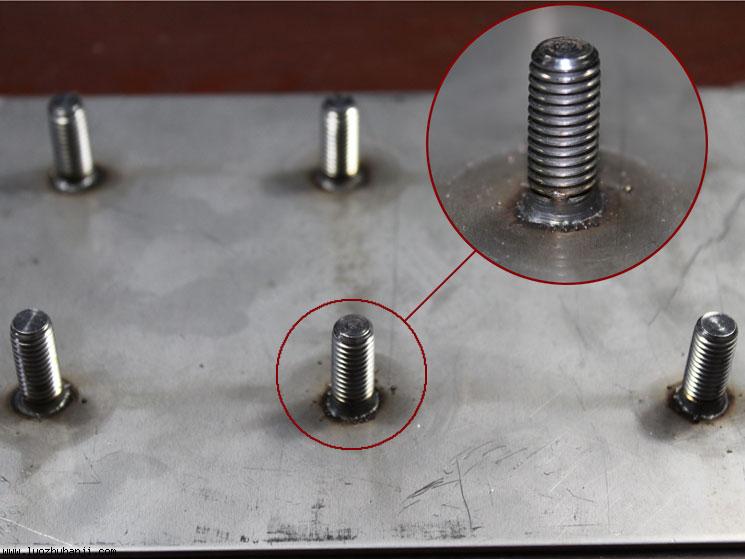
背面效果,发黑,无法擦除,并且板材有一定变形(照片上不易体现,实际目测明显)。

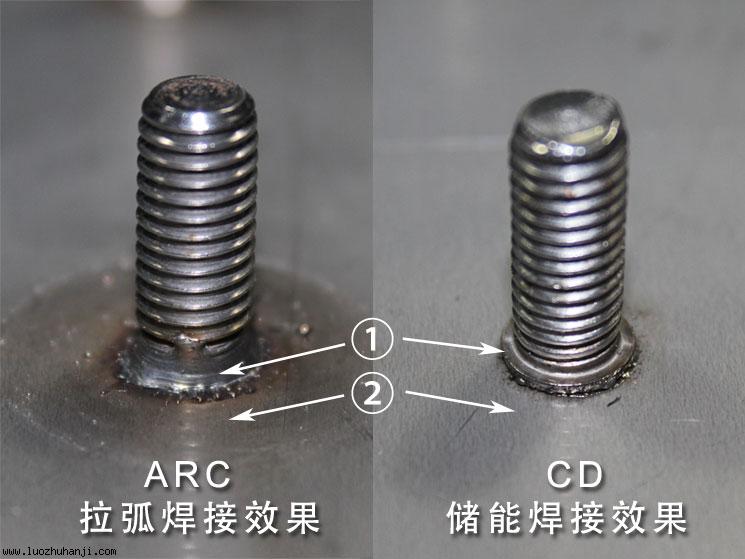
三、焊接比较
| 区别 | 拉弧式短周期螺柱焊 | 储能式螺柱焊 |
| 焊接时间: | 80 ms | 3 ms |
| 法兰: | 完全熔化 | 没有熔化 |
| 焊接印痕: | 表面烧黑,并有一定变形(这种烧黑是穿透性的,无法通过擦拭去除) | 没有明显烧黑痕迹,没有明显变形(虽然在焊接完成后表面可能有一些黑痕迹,但只是附着在板材表面,很容易擦除) |
例外情况:
虽然拉弧式螺柱焊在薄板焊接时印痕较大,一般情况下我们不推荐在薄板上使用拉弧焊接,但并非全部是这样。
某些行业对焊接强度要求非常高,但对表面要求不高,或在焊接后需进行二次加工的场合,例如汽车工业,航天、军事工业,特殊钢结构行业等,也可采用在薄板上进行拉弧式短周期焊接。
一般行业在薄板焊接时采用储能式焊接已能完全满足要求(当然,如果螺柱焊机本次品质不过关的情况就另当别论了)
推荐:

